GÒ THÚC
Mục đích : Hình thành kiến thức và kỹ năng gò thúc bán cầu từ tấm sắt kẽm kim loại .
Vật liệu :
– Tôn mạ kẽm ( có chiều dày từ 0.27 mm trở lên để làm dưỡng ) .
– Nhôm tấm hoặc đồng tấm (dày 1 .Omm)
Bạn đang đọc: Kỹ thuật gò cơ bản, gò thúc và gò chun | Việt Machine
Thiết bị, dụng cụ : 1. Thước lá ( 300 mm ) ; 2. Mũi vạch dấu ; 3. Com pa ; 4. Kéo cắt tôn ; 5. Búa gỗ ; 6. Đe lòng chảo ; 7. Búa nguội ; 8. Búa rèn ; 9. Đe chỏm cầu ; 10. Đài vạch ; 11. Dũa .
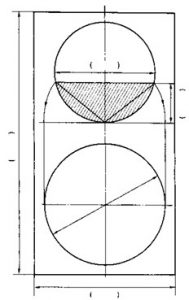
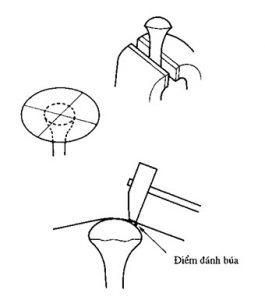
Khai triển và cắt phôi
Khai triển phôi như hình vẽ .
Vạch dấu đúng chuẩn .
Cắt phôi bằng kéo cắt tồn .
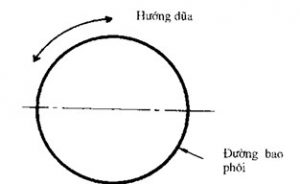
Hiệu chỉnh phôi bằng dũa
– Chú ý dũa đúng hướng phòng ngừa vết nứt trong khi cắt phôi .
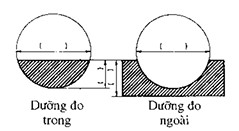
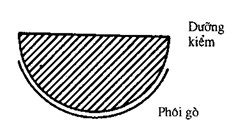
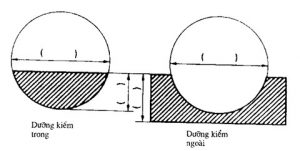
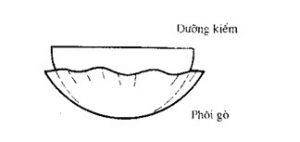
Chuẩn bị dưỡng kiểm
– Vạch dấu dưỡng đo trong và dưỡng đo ngoài như hình vẽ ,
– Cắt đúng chuẩn bằng kéo cắt tôn ( kéo tay ) .
– Hoàn thiện dưỡng bằng dũa .
Tiến hành gò
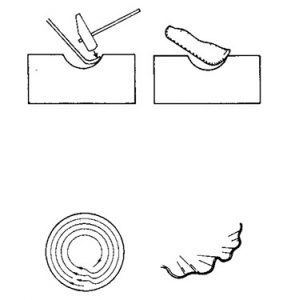
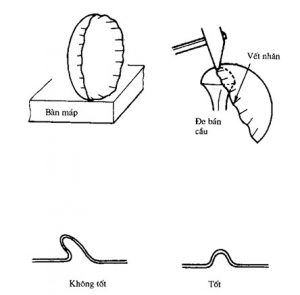
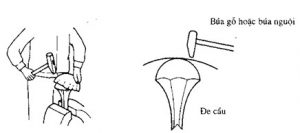
– Đặt phôi trên mặt lõm của đe ,
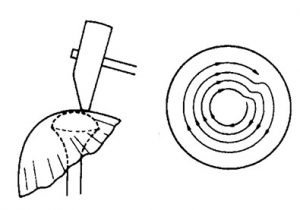
– Dùng búa tạo lòng chảo phôi từ mép ngoài vào trong theo những vòng tròn đồng tâm .
* Chú ý:
+ Lòng chảo phôi được tạo theo từng bước từ ngoài vào trong .
+ Lòng chảo phôi được tạo bằng lực thúc không đổi .
+ Kiểm tra những nếp nhăn ở mép ngoài phôi .
Dát phẳng các nếp nhăn
– Đặt phôi lên mặt bàn máp hoặc đe cầu để dát phẳng những nếp nhăn đồng thời tránh tạo những nếp nhăn khác .
- Tiếp tục gò
– Làm lại bước 4 và 5 tới khi phôi đạt được hình dáng và kích cỡ như mong ước .
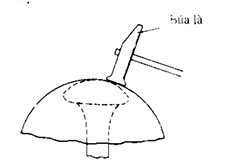
Là phẳng bề mặt phôi
– Để phôi lên đe cầu .
– Dát phẳng những phần không nhẵn từ giữa của mặt phẳng ngoài tới vành ngoài cùng .
– Đánh búa nhẹ và đều lực .
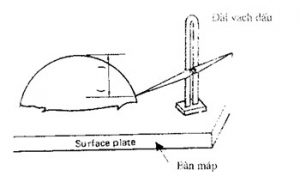
Hoàn thiện sản phẩm
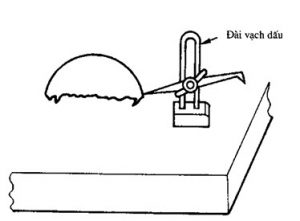
– Vạch dấu phôi theo size danh nghĩa bằng đài vạch .
– Dùng kéo cắt phần thừa của phôi .
– Nắn chỉnh phôi sau khi cắt .
– Dùng dũa hoàn thành xong loại sản phẩm .
Hướng dẫn GÒ CHUN
Mục đích : Hình thành kiến thức và kỹ năng gò chun bán cầu từ tấm sắt kẽm kim loại .
Vật liệu :
– Tôn mạ kẽm ( có chiều dày mỏng dính nhất là 0.27 mm để làm dưỡng ) .
– Nhôm tấm hoặc đồng tấm ( có chiều dày 1.0 mm ) .
Thiết bị, dụng cụ : 1. Thước lá ( 300 mm ) ; 2. Vạch dấu ; 3. Com pa ; 4. Kéo cắt tôn ; 5. Búa gỗ ; 6. Đe lòng chảo ; 7. Búa nguội ; 8. Búa là ; 9. Đe chỏm cầu ; 10. Đài vạch ; 11. Dũa .
Khai triển và cắt phôi
– Khai triển phôi như hình vẽ .
– Vạch dấu đúng chuẩn trên tấm vật tư .
– Cắt phôi bằng kéo cắt tôn .
Chỉnh sửa phôi bàng dũa
– Chú ý dũa đúng hướng để tránh những vết nứt phát sinh trong quy trình cắt tăng trưởng rộng
Chuẩn bị dưỡng kiểm
– Vạch dấu dưỡng đo trong và dưỡng đo ngoài tương thích với kích cỡ như hình vẽ .
– Dùng kéo cắt đúng mực dưỡng .
Tiến hành gò
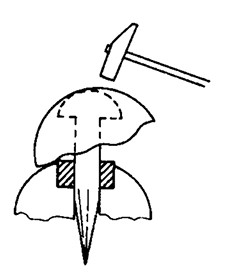
– Kẹp chặt đe cầu bằng ê tô ( hoặc bằng cách đóng đầu nhọn của đe cầu trên bệ gỗ ) .
– Cầm phôi bằng một tay và đặt tâm phôi vào giữa đỉnh của đe cầu .
– Gõ nhẹ từ khoảng chừng hở giữa phôi và đỉnh của đe cầu bằng búa gỗ như hình bên
– Dùng mỏ của búa đánh nhẹ vào phôi .
– Đánh búa theo vòng tròn đồng tâm từ tâm phôi ra ngoài. Vừa đánh búa vừa quay đều phôi .
– Khoảng cách giữa những nhát búa đều nhau .– Đánh búa bằng lực không đổi trong suốt quá trình gò.
Dát phẳng các nếp nhãn ở mép
– Dát phôi trên mặt bàn máp hoặc trên đỉnh của đe cầu để không tạo nếp nhãn khác .
Tiếp tục gò
– Làm lại bước 4 và 5 tới khi phôi đạt được hình dáng và kích cỡ như mong ước .
Làm phẳng bề mặt phôi
– Đặt phôi lên đỉnh của đe cầu .
– Dát phẳng những phần không nhẵn từ giữa ra tới vành ngoài của mặt phẳng ngoài phôi .
– Đánh búa nhẹ và đều lực .
Hoàn thiện sản phẩm
– Dùng đài vạch để vạch dấu phôi theo kích cỡ danh nghĩa .
– Cắt phần thừa bằng kéo cắt tôn .
– Nắn phẳng phần bị méo trong quy trình cắt .
– Hoàn thiện mép mẫu sản phẩm bằng dũa .
* Gò thúc và gò chun
1, Các loại đụng cụ và cách sứ dụnh
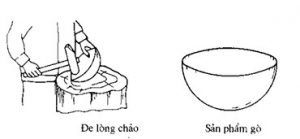
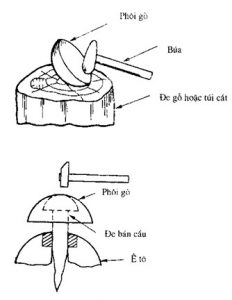
a. Đe gỗ
– Đe gỗ : Một khúc gò có đường kính và độ cao khoảng chừng 300 – 400 mm lõm một mặt để tạo hình loại sản phẩm
– Đặt tấm thép mỏng mảnh trên chỗ lõm của khối gỗ ,
– Dùng búa để tạo hình loại sản phẩm theo hình lõm của khối gỗ ,b. Đe cầu
Là một loại đe có đầu hình chỏm cầu được làm bằng thép để gò tấm thép mòng thành hình bán cần và làm cho phần lõm trơn phẳng .
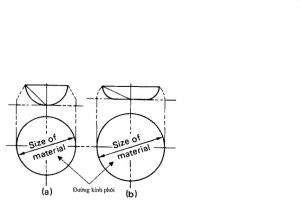
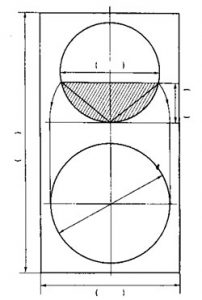
Khai triển phôi
Kích thước của phôi được xác lập bằng chiêu thức giám sát hoặc bằng giải pháp vẽ
Sự khác nhau giữa gò thúc và gò chun
* Gò thúc
– Gõ phần lõm từ bên trong
– Gõ từ vòng tròn ngoài vào tâm
– Sản phẩm có chiều dày mỏng mảnh hơn tấm thép
– Không nhăn
– Tay phôi chắc như đinh khi gõ
– Tỷ lệ chỗ thúc là số lượng giới hạn* Gò chun
– Gõ phần lõm từ bên ngoài
– Gõ từ tâm ra vòng tròn ngoài .
– Tấm thép có chiều dày mỏng dính hơn mẫu sản phẩm
– Có vết nhăn
– Không chắc như đinh
– Tỷ lệ chun không số lượng giới hạn
ủ và xử lý bằng hoá chất
a.Phương pháp ủ
( 1 ) Khi gia công liên tục thì vật tư sẽ khó biến dạng do bị biến cứng .
( 2 ) Dẫn đến hiệu suất thao tác thấp và vết nứt hoặc khuyết tật khác Open .
( 3 ) Do vậy nhu yếu phải ủ .
– Nhiệt độ ủ của thép từ 600 ~ 700C ( màu đỏ ) và làm nguội từ từ .
– Nhiệt độ ủ của đồng thau hoặc đổng đỏ là 500 ~ 6000C ( màu đỏ ) và làm nguội bất ngờ đột ngột trong nước .
– Nhiệt độ ủ của đuya ra hoặc nhôm là 300 ~ 4000C và làm nguội bất thần
trong nước .Chú ý :
Nhiệt độ của đổng đỏ và đổng thau thì thuận tiện phân biệt bằng màu ngọn lửa. Tuy nhiên, ngọn lửa của nhôm hoặc kim loại tổng hợp nhẹ thì không có mầu nên khó nhìn nhận nhiệt độ và khó nhận ra. Nếu nhôm hoặc kim loại tổng hợp nhẹ được làm nóng trực tiếp bằng ngọn lửa khí hoặc đèn xì sau khi đã được quét một lớp dầu ( dầu tôi ) trên mặt lấm sắt kẽm kim loại, tấm sắt kẽm kim loại sẽ chuyển từ mầu nâu sang mầu nâu đen khi nhiệt độ cao hơn. Sau đó, tấm sắt kẽm kim loại có màu sáng hơn một chút ít so với mầu bắt đầu. Nhiệt độ ở thời gian này là thích hợp, đưa tấm sắt kẽm kim loại ngay vào trong nước .
b. Phương pháp xử lý bằng hoá chất
– Cho phôi ủ ( đồng đỏ ) vào dung dịch a xít sulfuric hoặc a xít clohyđric, ô xít trên mặt phẳng tấm sắt kẽm kim loại sẽ được khử và làm cho mặt phẳng ngoài trở nên tốt hơn .
Xem thêm: Bộ số 2: Diện Chẩn căn bản cho người mới – 9 món – Diện Chẩn Bùi Quốc Châu dụng cụ chính hãng
Tóm tắt về gò thúc và gò chun
” Phương pháp gò thúc và gò chun tạo từ một tấm sắt kẽm kim loại phẳng thành dạng mẫu sản phẩm size 3 chiều .
– Trong thực hành thực tế thường có sự phối hợp giữa chiêu thức gò thúc với giải pháp gò chun ví dụ điển hình một phần nào đó của tấm sắt kẽm kim loại được gò thúc, trong khi đó phần kia được gò chun .
Source: https://suanha.org
Category : Dụng Cụ

Vì sao nên chọn sửa bếp từ tại nhà Hà Nội tại App Ong Thợ? https://dvn.com.vn/dia-chi-nao-sua-bep-tu-lay-ngay-o-ha-noi/ Sửa bếp từ lấy...
Đọc tiếp
Quy trình Khắc Phục Tủ Lạnh Hitachi Bị Ngập Nước Chuẩn An Toàn Tủ lạnh Hitachi bị ngập nước cần...
Đọc tiếp
Trung Tâm Bảo Hành Bếp Từ Bosch Tại Hà Đông - Hà Nội Bạn đang bị hỏng bếp từ Bosch...
Đọc tiếp
Dịch vụ Bảo hành Hitachi tại Tuyên Quang 0948 559 995 https://suachuatulanh.org/ho-tro-bao-hanh-san-pham-hitachi/ Bảo hành Hitachi là gì? Danh sách trung...
Đọc tiếp
Hướng Dẫn Kiểm Tra Bảo Hành Sản Phẩm Sharp Tại Nhà Các sản phẩm Sharp bảo hành bao lâu? Hướng...
Đọc tiếp
Cách Kiểm Tra Đăng Ký Bảo Hành Sản Phẩm Bosch Tại Việt Nam Sản phẩm Bosch được hỗ trợ bảo...
Đọc tiếp