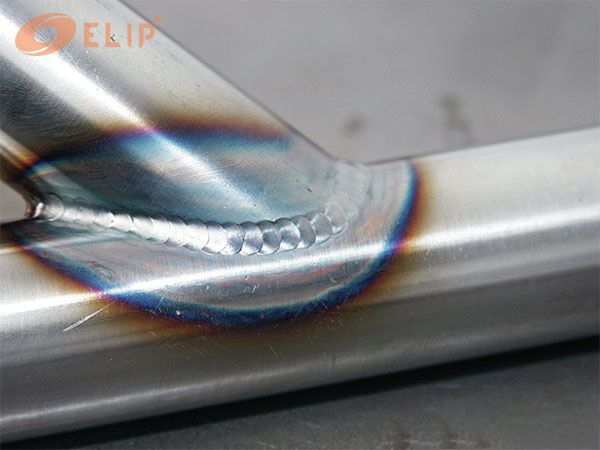
Hàn nhôm là một trong những ứng dụng được thực hiện phổ biến bởi máy hàn Tig. Để tạo được mối hàn đẹp và chất lượng đòi hỏi người thợ hàn phải nắm vững các quy tắc và kĩ thuật khi thực hiện. bài viết sau đây chúng tôi xin chia sẻ với các bạn hàn nhôm bằng máy hàn Tig, hy vọng sẽ cung cấp được cho các bạn những thông tin hữu ích.

Kính Chào Quý Khách, Cảm ơn Quý Khách Đã Đăng Nhập Vào Website: mayhannamvuong.com
Trong quá trình tìm hiểu về sản phẩm máy hàn que, máy hàn tig, máy hàn mig, máy cắt, CNC, các dây chuyền hàn 3 in 1… Ngoài ra Nam Vượng còn mang đến dịch vụ cho thuê máy hàn, sửa chữa máy hàn, tư vấn đưa ra giải pháp ngành hàn cho các doanh nghiệp công ty kết cấu. Quý khách có thể liên ngay hotline để được tư vấn sản phẩm tốt nhất, phù hợp nhất cũng như chương trình khuyến mại của chúng tối !!!
Bạn đang đọc: Hàn Nhôm Bằng Máy Hàn Tig Và Nhưng Lưu Ý Cơ Bản – Nam Vượng – Máy Hàn | Sửa Chữa Máy Hàn | Cho Thuê Máy Hàn
Liên Hệ Ngày Hotline: 0912.345.961 – 0982.634.846 Để Được Hỗ Trợ Tư Vấn và Khuyến Mại Tốt Nhất
Cách hàn nhôm bằng máy hàn Tig
Hàn nhôm bằng máy hàn Tig cần thực thi những thao tác sau :
Chọn điện cực
Trong hàn nhôm điện cực Vonfram có đầu tròn và đầu nhọn dùng cho hàn thép carbon hoặc thép không gỉ. Sau khi chọn được điện cực, tiến hành lắp điện cực vào mỏ hàn, đầu điện cực thừa ra khoảng 3.2mm.

Việc chọn điện cực rất quan trọng, giúp đảm bảo an toàn điện, tránh chọn sai điện cực sẽ xảy ra tình trạng chập cháy hoặc máy không thể hoạt động.Lựa chọn khí bảo vệ
Hàn nhôm bằng máy hàn Tig cần sử dụng khí bảo vệ. Lớp khí này rất quan trọng bởi chúng ngăn ngừa không cho mối hàn tiếp xúc với không khí, nhờ thế mà mối hàn không bị đông cứng, biến dạng …
Khí bảo vệ sử dụng trong hàn nhôm bằng máy hàn Tig là Argon. Loại khí này có đặc tính làm sạch và khả năng thâm nhập tốt. Khi hàn các hợp kim nhôm 5XXX – series, khí bảo vệ là hỗn hợp khí của Argon và heli (không quá 75%) có tác dụng giảm thiểu sự hình thành oxit magie.Mồi hồ quang
Hồ quang hoàn toàn có thể được sinh ra do điện áp cao tầng liền kề mà không cần sự tiếp xúc giữa điện cực với vật hàn khi dùng dòng AC hoặc dòng DC có bổ trợ cao tầng liền kề. Lưu ý mồi hồ quang ở gần điểm khởi đầu của đường hàn, cho đến khi Open một vũng sắt kẽm kim loại nóng chảy với kích cỡ nhất định, sau đó mới di dời mỏ hàn đi hết đường hàn .
Trường hợp hàn bằng dòng DC ( không có bổ trợ cao tầng liền kề ), cần phải chạm đầu điện cực vào vật hàn thì mới gây được hồ quang. Khi đó nên sử dụng điện cực loại vonfram – thori. Để hạn chế những hư hại khi mồi hồ quang, nhất là khi hàn nhôm ta nên mồi hồ quang trên một khối sắt kẽm kim loại đồng .
Chiều dài hồ quang
Trong hàn Tig thì chiều dài hồ quang thích hợp cho hầu hết các kim loại là khoảng 1.5 lần đường kính của điện cực. Theo nguyên tắc thì chiều dài hồ quang càng ngắn thì nhiệt hồ quang càng tập trung dẫn độ rộng của mối hàn càng hẹp và độ ngấu càng cao. Khi chiều dài hồ quang tăng lên, độ tập trung của nhiệt càng giảm dẫn đến độ ngấu giảm.
Như vậy lựa chọn chiều dài hồ quang trong kĩ thuật hàn nhôm bằng máy hàn Tig cần hết sức chú ý để đảm bảo chiều dài hồ quang phù hợp, không gây hiện tượng hỏng mối hàn.Thao tác ngắt hồ quang
Khi sẵn sàng chuẩn bị ngắt hồ quang, cần tăng vận tốc hàn để hạn chế hiện tượng kỳ lạ nứt ở cuối đường hàn. Ngoài ra, 1 số ít thợ hàn còn có thói quen gây lại hồ quang ngay khi vừa ngắt với mục tiêu nung nóng chảy sắt kẽm kim loại phụ để đắp đầy vết lõm .
Lựa chọn góc nghiêng mỏ hàn
Góc nghiêng khoảng chừng 90 độ vận dụng cho mối hàn giáp mối. Tuy nhiên tốt hơn nên để mỏ hàn nghiêng một góc khoảng chừng 60 độ so với phương ngang theo chiều di dời. Độ nghiêng của thành sắt kẽm kim loại phụ so với phương ngang nhỏ hơn 20 độ .
Góc nghiêng mỏ hàn tốt nhất là 45 độ cả hai bề mặt (tức là đặt tại đường phân giác của góc vuông) cho các liên kết chồng và chữ T. Nghiêng từ 5 đến 15 độ về phía hướng hàn.Các lưu ý khi hàn nhôm bằng máy hàn Tig
Khi hàn nhôm bằng máy hàn Tig nên chú ý quan tâm những yếu tố sau :
Thứ nhất là vật tư hàn cần được làm sạch mặt phẳng, khô ráo. Điều này rất quan trọng nhằm mục đích hạn chế sự xâm nhập vào bên trong khi sắt kẽm kim loại nóng chảy. Không cho lẫn những sắt kẽm kim loại khác khi thực thi hàn nhôm bằng máy hàn Tig vì, nhiệt độ nóng chảy của nhôm cao hơn của những sắt kẽm kim loại khác rất nhiều. nên để riêng bàn chải vệ sinh nhôm để bảo vệ rằng không có sự trộn lẫn của những tạp chất khác .
Trên đây là những yếu tố tương quan đến kĩ thuật hàn nhôm bằng máy hàn Tig. Hãy là người thợ hàn chuyên nghiệp để tạo ra những mối hàn đẹp và chất lượng. Liên hệ ngay máy hàn Nam Vượng khi bạn có nhu yếu mua máy hàn nhé !
Source: https://suanha.org
Category : Điện Máy

Vì sao nên chọn sửa bếp từ tại nhà Hà Nội tại App Ong Thợ? https://dvn.com.vn/dia-chi-nao-sua-bep-tu-lay-ngay-o-ha-noi/ Sửa bếp từ lấy...
Đọc tiếp
Quy trình Khắc Phục Tủ Lạnh Hitachi Bị Ngập Nước Chuẩn An Toàn Tủ lạnh Hitachi bị ngập nước cần...
Đọc tiếp
Trung Tâm Bảo Hành Bếp Từ Bosch Tại Hà Đông - Hà Nội Bạn đang bị hỏng bếp từ Bosch...
Đọc tiếp
Dịch vụ Bảo hành Hitachi tại Tuyên Quang 0948 559 995 https://suachuatulanh.org/ho-tro-bao-hanh-san-pham-hitachi/ Bảo hành Hitachi là gì? Danh sách trung...
Đọc tiếp
Hướng Dẫn Kiểm Tra Bảo Hành Sản Phẩm Sharp Tại Nhà Các sản phẩm Sharp bảo hành bao lâu? Hướng...
Đọc tiếp
Cách Kiểm Tra Đăng Ký Bảo Hành Sản Phẩm Bosch Tại Việt Nam Sản phẩm Bosch được hỗ trợ bảo...
Đọc tiếp