Đây là cách phổ cập nhất để liên kết ống HDPE bởi giải pháp kiến thiết đơn thuần và ngân sách thấp. Phương pháp này sử dụng thiết bị chuyên sử dụng là máy hàn thủy lực và được dùng cho những đường ống có size từ ø63 – ø1200 .

Bạn đang đọc: Hướng Dẫn Sử Dụng Máy Hàn Ống HDPE – Asia Plastic
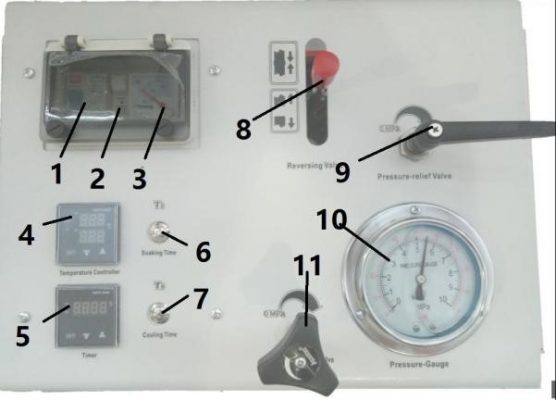
2. CẤU TẠO VÀ MÔ TẢ HOẠT ĐỘNG
Cụm động cơ thủy lực gồm:
1- 2-3. CB tổng và đồng hồ vol 6.Nút nhấn T2 9.van khóa, xả áp
4. đồng hồ hiển thị nhiệt độ 7. Nút nhấn T5 10.đồng hồ áp xuất
5.Đồng hồ hiển thị thời gian gia nhiệt 8.cần gạt điều hướng 11.van cài đặt áp xuất
3. KẾT NỐI NGUỒN ĐIỆN MÁY KHỎA BÀO VÀ ĐĨA GIA NHIỆT
Rắc cắm Dây cấp

Bàn bào Bàn gia nhiệt
- Máy hàn nhiệt cạnh tranh đối đầu ống HDPE gồm 5 bộ phận chính : Cụm động cơ thủy lực, bộ khung kẹp ống, đĩa nhiệt, máy bào ống, bộ gá kẹp ống, giá đỡ máy bào và bàn gia nhiệt, giắc cắm nguồn 7 chấu .
- Tùy từng loại máy mà đồng hồ cái đặt nhiệt độ, đồng hồ cài đặt thời gian gia nhiệt, công tắc nguồn, và các giắc cắm khác…. Có thể đặt ở vị trí khác nhau trên cụm động cơ thủy lực.
4. CHUẨN BỊ MÁY VÀ ĐIỀU KIỆN THI CÔNG
– Người quản lý và vận hành thiết bị phải đọc kỹ những hướng dẫn để bảo vệ bảo đảm an toàn trong quy trình sử dụng
– Máy chỉ sử dụng hàn ống HDPE, không sử dụng để hàn những loại ống làm từ nguyên vật liệu khác
– Người quản lý và vận hành phải huấn luyện và đào tạo đạt nhu yếu
– Sử dụng máy trong mồi trường khô ráo, không quản lý và vận hành trong điều kiện kèm theo trời mưa hoặc khu vực khí ẩm .
– Nguồn điện phân phối là 220 v – 380 v, 50H z, tùy từng máy đơn cử .
– Máy sử dụng dầu thủy lực 46, mức dầu phải luôn được bảo vệ 2/3 bình dầu
– Nếu sử dụng máy phát điện, phải bảo vệ đủ hiệu suất .
– Dao trên máy bào phải luôn được vệ sinh .6. CÀI ĐẶT THỜI GIAN VÀ NHIỆT ĐỘ
- Cài đặt nhiệt độ cho máy
- Nhấn “ Set” và giữ 3 giây cho tới khi hiện lên chữ “SC” trên màn hình
- Nhấn nút lên hoặc nút xuống để lựa chọn nhiệt độ thích hợp
- Sau khi cài đặt xong nhấn “ Set” để hoàn tất .
- Lưu ý: còn tùy thuộc vào từng loại dòng máy, có những dòng máy Ta không cần nhấn nút “ Set” mà chỉ cần nhấn nút lên hoặc nút xuống để lựa chọn nhiệt độ thích hợp.


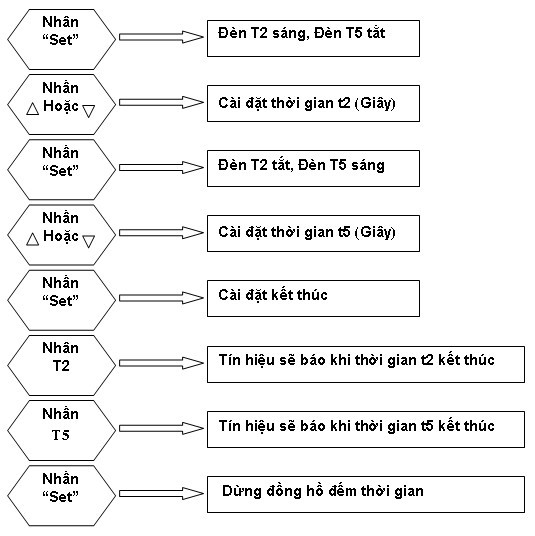
- Cài đặt đồng hồ đếm thời gian
7. CÔNG ĐOẠN GIA NHIỆT VÀ HÀN ỐNG GỒM 5 BƯỚC
- Thời gian gia nhiệt có áp, T1 được tính từ lúc 2 đầu ống chạm vào đĩa nhiệt
- Thời gian gia nhiệt tăng cường, T2 được tính từ lúc kết thúc T1 ( cần gạt điều hướng ở vị trí giữa).
- Thời gian di chuyển đĩa nhiệt ra khỏi 2 đầu ống, T3
- Thời gian hàn có áp, T4 được tính từ lúc 2 đầu ống chạm nhau
- Thời gian làm nguội, T5 được tính từ lúc kết thúc T4 ( cần gạt điều hướng ở vị trí giữa )
Lưu ý : Có nhiều hãng ống khác nhau nên việc setup thời hạn gia nhiệt và làm nguội sẽ khác nhau, ý kiến đề nghị liên hệ những hãng ống nhựa để có được bảng thông số kỹ thuật thời hạn nóng chảy của ống HDPE .
8. LẮP ĐẶT ỐNG
- Lắp ống vào khung kẹp ống, cân chỉnh sao cho 2 đầu ống đồng tâm và sát khít vào nhau
- Dùng rẻ lau làm sạch bề mặt ống chuẩn bị hàn
- Cài đặt thời gian và nhiệt độ phù hợp cho từng loại ống.( tham khảo bảng thông số hàn )
9. ĐO ÁP XUẤT KÉO
- Mở van kiểm soát và điều chỉnh áp suất tại vị trí thấp nhất, khóa chặt van tay gạt sau đó đẩy và giữ cần van đóng mở ( Direction valve ) về phía trước đồng thời chỉnh van kiểm soát và điều chỉnh áp suất cho tới khi xilanh khởi đầu hoạt động, đó chính là điểm áp suất kéo của mạng lưới hệ thống ( Po ) .
- Gạt van đóng mở sang vị trí đóng và chỉnh áp suất thủy lực của mạng lưới hệ thống đến mức P1 + Po bằng cách vặn van kiểm soát và điều chỉnh áp suất ( mức áp suất mạng lưới hệ thống này chỉ cần kiểm soát và điều chỉnh 1 lần cho từng cỡ ống ) .
10. VÁT ỐNG
- Gạt van đóng mở sang vị trí mở, sau đó chỉnh van tay gạt ( van xả áp ) ngược chiều kim đồng hồ đeo tay để xả áp suất về giá trị thấp nhất .
- Di chuyển đĩa vát vào giữa 2 đầu ống cần hàn và mở công tắc nguồn cho đĩa vát hoạt động giải trí .
- Điều khiển cần gạt điều hướng để 2 đầu ống hướng vào máy vát, sau khi vát 2 đầu ống xong thì cần tắt máy và chuyển dời về khung đỡ .
11. CHỈNH ĐỒNG TÂM ỐNG
12. GIA NHIỆT
Khi đĩa nhiệt đạt nhiệt độ đã setup sẵn, chuyển dời đĩa nhiệt vào giữa 2 đầu ống. điều khiển và tinh chỉnh cần gạt điều hướng để chuyển dời 2 đầu ống chạm vào đĩa nhiệt cho đến hết thời hạn T1, thời hạn T2 được tính ngay sau T1 kết thúc, lúc này cần triển khai đồng thời 3 thao tác :
- Điều khiển cần gạt hướng về vị trí giữa
- Nhấn công tắc nguồn thời hạn T2
- Vặn ngược chiều kim đồng hồ đeo tay van xả áp suất để đưa áp suất mạng lưới hệ thống về giá trị P0 + P2 và khóa van xả lại .
– Khi hết thời hạn gia nhiệt tăng cường T2, còi báo kết thúc, nhanh gọn tinh chỉnh và điều khiển cần gạt điều hướng để vận động và di chuyển 2 đầu ống ra khỏi đĩa nhiệt ( đây là thời hạn T3 ). Nhanh chóng lấy đĩa nhiệt ra và đồng thời điều khiển và tinh chỉnh cần gạt điều hướng để chuyển dời 2 đầu ống áp chặt vào nhau ( khi 2 đầu ống chạm nhau là thời hạn T4 ) .
– Kết thúc thời hạn T4, kiểm soát và điều chỉnh cần gạt điều hướng về vị trí giữa, nhấn công tắc nguồn T5, mở màn thời hạn làm nguội T5 .13. KIỂM TRA MỐI HÀN
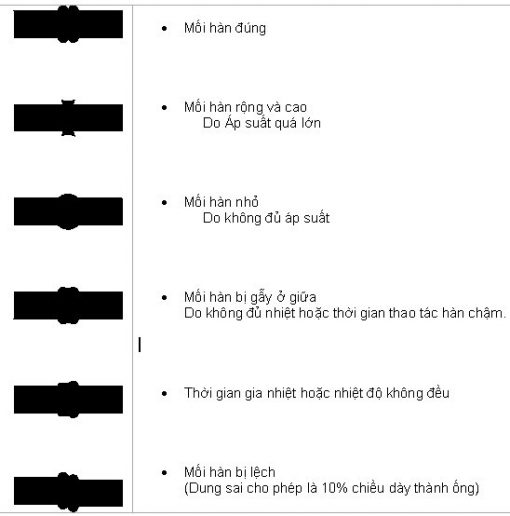
– Có thể kiểm tra mối hàn băng cách phối hợp đo kích cỡ chiều rộng mối hàn ( xem bảng thông số kỹ thuật thiết lập ) và xem xét biên dạng hình thành của mối hàn như sau :
CHI TIẾT XIN VUI LÒNG LIÊN HỆ
Miền Bắc: Kho D3, Cụm kho xưởng số 8, Lô 6 KĐT Đền Lừ, 1 Phố Tân Mai, Hoàng Văn Thụ, Hoàng Mai. Tel: 098 412 6364 (Mr Thanh)
Miền Trung: Số 93 Đường Hồ Quý Ly, P. Hoà Minh, Q. Liên Chiểu.Tel: 090 298 6338 (Mr Hưng)
Miền Nam: Số 873 đường Trường Trinh, P. Tây Thạnh, Q. Tân Phú. Tel: 090 911 3869 (Ms Liên)
Source: https://suanha.org
Category : Điện Máy

Vì sao nên chọn sửa bếp từ tại nhà Hà Nội tại App Ong Thợ? https://dvn.com.vn/dia-chi-nao-sua-bep-tu-lay-ngay-o-ha-noi/ Sửa bếp từ lấy...
Đọc tiếp
Quy trình Khắc Phục Tủ Lạnh Hitachi Bị Ngập Nước Chuẩn An Toàn Tủ lạnh Hitachi bị ngập nước cần...
Đọc tiếp
Trung Tâm Bảo Hành Bếp Từ Bosch Tại Hà Đông - Hà Nội Bạn đang bị hỏng bếp từ Bosch...
Đọc tiếp
Dịch vụ Bảo hành Hitachi tại Tuyên Quang 0948 559 995 https://suachuatulanh.org/ho-tro-bao-hanh-san-pham-hitachi/ Bảo hành Hitachi là gì? Danh sách trung...
Đọc tiếp
Hướng Dẫn Kiểm Tra Bảo Hành Sản Phẩm Sharp Tại Nhà Các sản phẩm Sharp bảo hành bao lâu? Hướng...
Đọc tiếp
Cách Kiểm Tra Đăng Ký Bảo Hành Sản Phẩm Bosch Tại Việt Nam Sản phẩm Bosch được hỗ trợ bảo...
Đọc tiếp