I. Nguyên lý xử lý laser
Cắt laser là một quy trình gia công tiên tiến và phát triển được sử dụng thoáng đãng trong quy trình gia công vật tư. Tia laser có nguồn năng lượng cao ngày càng tăng nhiệt làm nóng chảy sắt kẽm kim loại dưới sự tương hỗ những loại khí như Oxy hóa, Nitơ, Argon, Heli, … để thổi bay những cạn xỉ trong quá cắt giúp mặt phẳng nhẵn bóng. Công nghệ cắt laser được sử dụng để cắt những sắt kẽm kim loại khác nhau và được sử dụng thoáng đãng trong những nghành khác nhau .
II. Để chỉnh máy laser cắt được đẹp cần lưu ý đến các yếu tố sau:
Bạn đang đọc: Làm thế nào để chỉnh máy laser cắt được đẹp
– Công suất nguồn laser
– Vị trí tiêu điểm
– Chiều cao vòi phun
– Đường kính vòi phun
– Khí phụ
– Độ tinh khiết của khí phụ trợ
– Dòng khí phụ trợ
– Áp suất khí phụ
– Tốc độ cắt
– Kết cấu của tấm cắt
– Chất lượng mặt phẳng của tấm cắt ( ví dụ điển hình như rỉ sét, dầu, đất cát, v.v. )
– Các thông số kỹ thuật giải quyết và xử lý tương quan đến cắt như hình dưới đây :
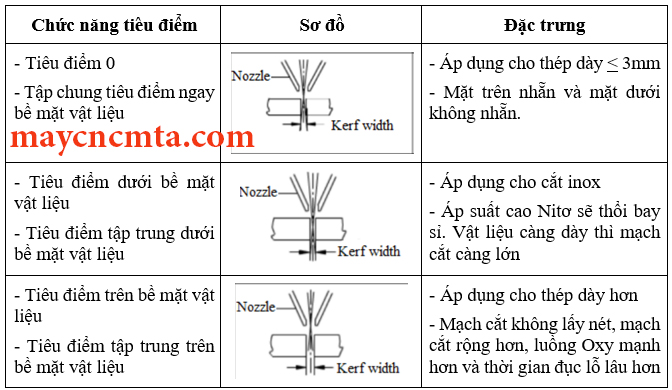
1. Vị trí tiêu điểm
Sau khi chùm tia laser quy tụ, vị trí mà tiêu điểm nằm, so với mặt phẳng của vật tư gia công, được gọi là vị trí tiêu điểm. Vị trí tiêu điểm xác lập đường kính chùm tia và tỷ lệ hiệu suất trên mẫu sản phẩm .
– Đường kính chùm tia laser
– Chiều dài tiêu điểm của chùm laser
– Loại khí cắt
Xem thêm: Điều khoản sử dụng https://suanha.org
– Áp suất khí phụ
– Chiều dài tiêu điểm của ống kính
– Tâm tia laser
– Bề mặt của vật tư cắt
– Đường kính lỗ bép cắt và chiều rộng mạch cắt
– Khoảng cách giữa bép cắt và vật tư cắt, vị trí tương đối của tiêu điểm chùm tia và mặt phẳng tấm sắt kẽm kim loại có tác động ảnh hưởng lớn đến chất lượng cắt, và việc kiểm soát và điều chỉnh vị trí lấy nét là rất quan trọng
– Máy cắt laser có trang bị đầu cắt tự động hóa kiểm soát và điều chỉnh tiêu cự với độ đúng chuẩn cao. Hệ thống điều khiển và tinh chỉnh số sẽ tự động hóa kiểm soát và điều chỉnh khoảng cách từ bép cắt đến tấm sắt kẽm kim loại để bảo vệ độ cao không đổi và vị trí tiêu điểm không đổi ngay cả khi mặt phẳng tấm sắt kẽm kim loại không nhẵn
Mối quan hệ giữa vị trí tâm chùm tia laser với vật tư và mặt phẳng cắt được liệt kê trong bảng sau :
2. Vòi phun
Chức năng mỏ cắt
Điều kiện dòng khí sẽ khác nhau dựa trên phong cách thiết kế bép cắt khác nhau, điều này sẽ ảnh hưởng tác động trực tiếp đến chất lượng cắt. Các tính năng chính của bép cắtbao gồm :
– Tránh những bụi bẩn, phôi cắt bắn lên và đi vào đầu cắt dễ làm hỏng ống kính .
– Mỏ cắt khuếch tán khí để làm cho chất lượng cắt cao hơn .
Ảnh hưởng của bép cắt đến chất lượng cắt và lựa chọn vòi phun
– Mối quan hệ giữa bép cắt và chất lượng cắt: Chất lượng cắt sẽ bị ảnh hưởng khi bép cắt có biến dạng hoặc dính bẩn. Do đó, bép cắt phải được đặt cẩn thận mà không bị va đập; phôi bám trên bép cắt phải được làm sạch kịp thời. Yêu cầu bép cắt từ nhà cung cấp uy tín và bép cắt phải được thay thế kịp thời khi chất lượng kém
– Lựa chọn vòi phun
Bép cắt có đường kính nhỏ, tốc độ khí lớn, năng lực cắt vật tư tốt hơn, thích hợp để cắt tấm mỏng dính. Bép cắt có đường kính lớn, vận tốc khí thấp và năng lực cắt vật tư nóng chảy kém nên được sử dụng để cắt tấm dày với vận tốc thấp. Nếu sử dụng bép cắt có đường kính lớn hơn để cắt nhanh tấm mỏng mảnh, những hạt xỉ tạo ra hoàn toàn có thể bị bắn tung tóe lên trên, làm hỏng kính bảo vệ .
Ngoài ra, bép cắt hoàn toàn có thể được chia thành bép cắt kép và bép cắt đơn. Bép cắt kép được sử dụng để cắt thép cacbon và bép cắt đơn được sử dụng để cắt thép không gỉ .
Source: https://suanha.org
Category : Điện Máy

Vì sao nên chọn sửa bếp từ tại nhà Hà Nội tại App Ong Thợ? https://dvn.com.vn/dia-chi-nao-sua-bep-tu-lay-ngay-o-ha-noi/ Sửa bếp từ lấy...
Đọc tiếp
Quy trình Khắc Phục Tủ Lạnh Hitachi Bị Ngập Nước Chuẩn An Toàn Tủ lạnh Hitachi bị ngập nước cần...
Đọc tiếp
Trung Tâm Bảo Hành Bếp Từ Bosch Tại Hà Đông - Hà Nội Bạn đang bị hỏng bếp từ Bosch...
Đọc tiếp
Dịch vụ Bảo hành Hitachi tại Tuyên Quang 0948 559 995 https://suachuatulanh.org/ho-tro-bao-hanh-san-pham-hitachi/ Bảo hành Hitachi là gì? Danh sách trung...
Đọc tiếp
Hướng Dẫn Kiểm Tra Bảo Hành Sản Phẩm Sharp Tại Nhà Các sản phẩm Sharp bảo hành bao lâu? Hướng...
Đọc tiếp
Cách Kiểm Tra Đăng Ký Bảo Hành Sản Phẩm Bosch Tại Việt Nam Sản phẩm Bosch được hỗ trợ bảo...
Đọc tiếp