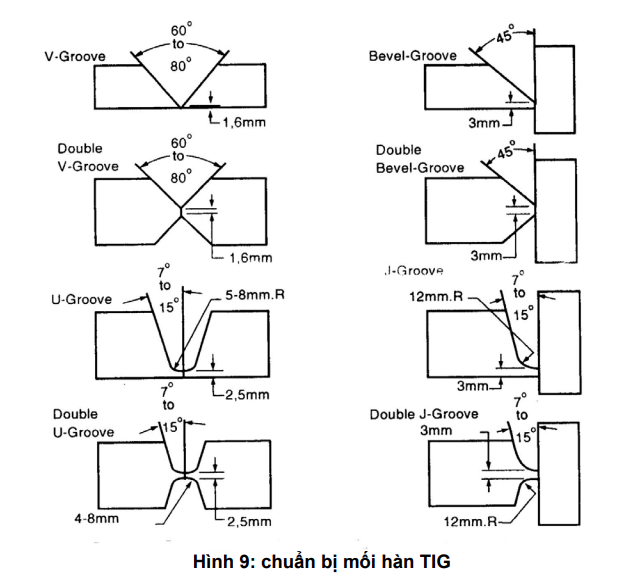
Hàn TIG hay còn gọi là hàn hồ quang bằng điện cực không nóng chảy trong môi trường khí bảo vệ thường là khí Argon.
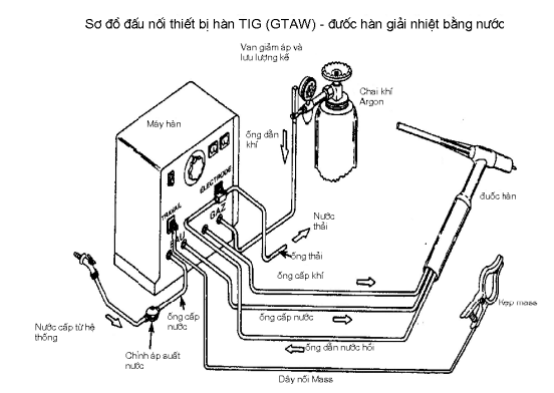
Cách điều chỉnh chiều dài hồ quang trong kỹ thuật hàn TIG
– Chiều dài hồ quang là khoảng cách từ mũi điện cực đến mặt phẳng vùng chảy. Thông số này nhờ vào vào cường độ hàn, sự không thay đổi hồ quang, độ chính tâm của điện cực trong mỏ phun. Khi hàn tốt nhất là giữ chiều dài hồ quang không đổi.
– Nếu để chiều dài hồ quang quá lớn thì vùng hồ quang sẽ rộng và công suất nhiệt tăng lên đáng kể.
– Nếu chiều dài hồ quang quá ngắn sẽ dẫn đến dính điện cực và độ sâu ngấu tăng lên. – Quy tắc đặt chiều dài hồ quang trong hàn TIG nằm trong khoảng chừng 0.5 – 3 mm – Điện cực hàn tig khi hàn tôn mỏng mảnh dưới 1 ly = 0.025 inch ( khoảng chừng 0.6 ly ) và không dùng que đắp. – Khi hàn tôn dày ( nhỏ hơn 4 ly ) hoặc hàn ngấu thì chiều dài điện cực khoảng chừng 0.082 inch ( khoảng chừng 2 ly )
Điều chỉnh vận tốc hàn TIG
– Trong kỹ thuật hàn TIG, vận tốc hàn là vận tốc vận động và di chuyển của điện cực nhờ vào vào vận tốc điền đầy vùng chảy và bề dày cụ thể hàn.
– Tốc độ di chuyển thường từ 100 – 250mm/ phút.
.jpg)
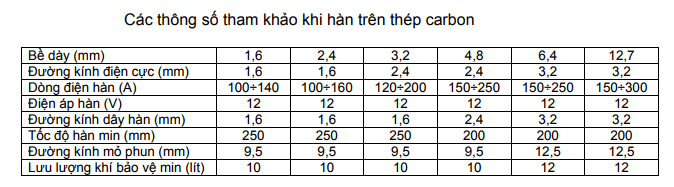
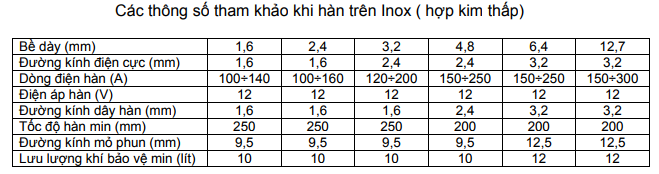
Cách kiểm soát và điều chỉnh dòng điện trong hàn TIG
– Mức độ lớn nhỏ của dòng điện hàn chịu tác động ảnh hưởng bởi độ dày chi tiết cụ thể và loại vật tư cần hàn. Tốc độ hàn và thành phần khí bảo vệ cũng tác động ảnh hưởng đến cường độ dòng điện hàn. – Các thực nghiệm cho thấy, cường độ dòng điện hàn thích hợp nhất là 1A cho 0.0001 inch chiều dày vật hàn ( tức là khoảng chừng 40A / 1 mm ). – Tốc độ hàn tương ứng 250 mm / phút. – Thường thì hàn thủ công bằng tay rất khó đạt được vận tốc này. Vì vậy, nếu vận tốc hàn chậm hơn thì dòng điện hàn cũng phải giảm tương ứng. – Nói chung, nếu điện cực nhỏ trong khi điện cực lớn sẽ làm điện cực quá nguội, hồ quang không không thay đổi. – Mặt khác size vùng chảy tăng lên làm giảm tỷ lệ nhiệt khiến cho độ ngấu giảm trong khi vận tốc nguội nhanh sẽ dễ gây ra khuyết tật mối hàn.
– Về cỡ que đắp, nếu sử dụng que quá nhỏ làm tăng tốc độ cấp que, dễ gây ra hiện tượng cấp que thiếu dẫn đến mối hàn lồi lõm thiếu kích thước và “quá nóng”. Ngược lại, nếu que quá lớn sẽ khiến việc cấp que khó khăn.
Kỹ thuật hàn TIG
Ưu điểm của giải pháp hàn TIG là hoàn toàn có thể thực thi được mọi loại mối hàn. Các đặc trưng của mối hàn được xác lập theo nhu yếu kỹ thuật. Các mối hàn cơ bản gồm : giáp mối ( butt ), chồng mí ( lap ), hàn góc ( corner ), mối hàn bẻ gờ ( edge ), mối hàn chữ T ( Ttee ).
Thế nào là mối hàn TIG đạt chất lượng ?
– Tiết diện ngang mối hàn hơi lồi.
– Bề mặt chắc và mịn đẹp. – Vảy hàn phẳng đều. – Biên hàn nóng chảy tốt và không bị khuyết. Để mối hàn đạt chất lượng tốt, trước khi hàn cần phải làm sạch mối hàn bằng bàn chải thích hợp, phấn thạch hoặc các dung dịch tẩy chuyên sử dụng. Sử dụng vật tư hàn tương thích với sắt kẽm kim loại hàn. Chuẩn bị điện cực phải tương thích về chủng loại, kích cỡ cho từng ứng dụng : – Để hàn với dòng một chiều, đầu điện cực phải mài đúng quy cách dạng cô ne, góc côn từ 30 – 60 độ.
– Để hàn với dòng xoay chiều, đầu điện cực được định hình có dạng bán cầu.
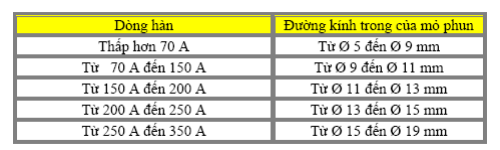
Chiều dài từ đầu contact tip đến mũi điện cực tốt nhất nên để mũi điện cực nhô ra khỏi mỏ phun khoảng chừng một lần đường kính điện cực. Trong trường hợp hàn góc được cho phép nhô ra nhiều hơn để bảo vệ hồ quang quét qua được cạnh đáy của góc hàn ( nên chọn điện cực cỡ lớn hơn để tránh điện cực quá nóng ). Bảo vệ vũng hàn tốt bằng dòng khí. Chọn cỡ mỏ phun và lưu lượng khí hài hòa và hợp lý. Mỏ có đường kính lớn, phun khí nhiều sẽ bảo vệ tốt hơn nhưng lại khó quan sát và đưa vùng chảy sâu vào rảnh hàn nếu không lê dài phần nhô ra của điện cực. Trong trường hợp như thế điện cực sẽ quá nóng và dễ hỏng. Trường hợp dùng cỡ mỏ phun bé cần hiệu chỉnh lưu lượng khí phun thích hợp không tạo nên dòng chảy rối khiến cho việc bảo vệ kém hiệu suất cao và điện cực dễ bị oxi hóa làm cho hỏng. Đường kính trong của mỏ phun đồng thời là chỉ số và lưu lượng khí ( lít / phút ) cần hiệu chỉnh. – Khi hàn trên các loại thép và vật tư nhạy cảm với oxy, hidro cần sắp xếp khí bảo vệ phía sống lưng mối hàn và trong nhiều trường hợp bảo vệ cả mối hàn ở quy trình đông rắn và nguội lại. Biện pháp này đặc biệt quan trọng quan trọng khi hàn ống. – Khi hàn các tấm mỏng dính với mối hàn giáp mí, ngấu trọn vẹn trên các vật tư nhạy cảm, tất cả chúng ta hoàn toàn có thể dùng bộ gá chuyên sử dụng. – Khi hàn inox hoàn toàn có thể dùng các tấm gá bằng đồng và dùng khí argon bảo vệ mặt sau mối hàn sẽ cho chất lượng hàn cao hơn.
– Khi hàn ống đường kính nhỏ cần thiết phải thổi khí bảo vệ mặt trong của ống.
– Khi hàn các ống đường kính lớn thì có thể tạo các nút chặn, có cơ cấu nạp và thoát khí để bảo vệ. Có thể dùng các băng dán chuyên dụng để bảo vệ mặt lưng mối.
Source: https://suanha.org
Category : Điện Máy

Vì sao nên chọn sửa bếp từ tại nhà Hà Nội tại App Ong Thợ? https://dvn.com.vn/dia-chi-nao-sua-bep-tu-lay-ngay-o-ha-noi/ Sửa bếp từ lấy...
Đọc tiếp
Quy trình Khắc Phục Tủ Lạnh Hitachi Bị Ngập Nước Chuẩn An Toàn Tủ lạnh Hitachi bị ngập nước cần...
Đọc tiếp
Trung Tâm Bảo Hành Bếp Từ Bosch Tại Hà Đông - Hà Nội Bạn đang bị hỏng bếp từ Bosch...
Đọc tiếp
Dịch vụ Bảo hành Hitachi tại Tuyên Quang 0948 559 995 https://suachuatulanh.org/ho-tro-bao-hanh-san-pham-hitachi/ Bảo hành Hitachi là gì? Danh sách trung...
Đọc tiếp
Hướng Dẫn Kiểm Tra Bảo Hành Sản Phẩm Sharp Tại Nhà Các sản phẩm Sharp bảo hành bao lâu? Hướng...
Đọc tiếp
Cách Kiểm Tra Đăng Ký Bảo Hành Sản Phẩm Bosch Tại Việt Nam Sản phẩm Bosch được hỗ trợ bảo...
Đọc tiếp